

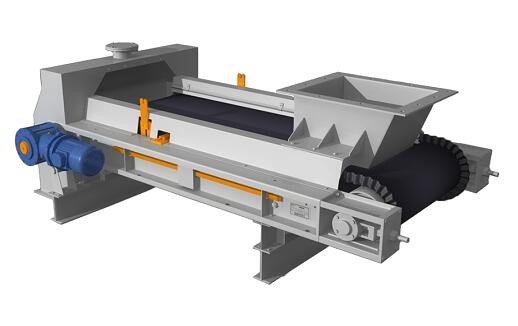
皮带称重给料机是集皮带输送机输送物料、电子皮带秤动态称重、工业自动化控制于一体的综合型设备,它的稳定性与生产效率和质量息息相关,为了保持其稳定性、耐用性、延长其使用寿命,皮带称重给料机的检修工序不可忽视。
⒈、系统外观检查
设备(包括各种标识牌)完好整洁,保温及外护板、隔音罩完好。
⒉、打开人孔门,清理石料
主要内容包括:
⑴ 确认系统已隔离,进料闸板关闭,皮带称重给料机电源已隔离;
⑵ 打开皮带称重给料机所有检修人孔门;
⑶ 清理进料管、皮带、清扫链及其他部件上的积料。
⒊、初步检查
主要内容包括:
⑴ 检查皮带张紧力,看皮带有无断层、撕裂;
⑵ 检查皮带定位凸筋有无磨损;
⑶ 确定是否需要更换皮带。
⒋、皮带更换
主要内容包括:
⑴拆卸
① 在张紧轮臂下面插入木棒,并支撑其重量;从电动机驱动端侧门上拆下皮带传感器;拆开张紧轮上润滑软管:
② 拆下张紧轮支撑杆销子,拆下两侧称重轮连杆;拆下支撑杆和称重轮与轴承座的接头;
③ 从张紧轮侧门拆去座板和连杆,然后拆下称重器;松开从动轮调节螺栓,使皮带完全放松,注意必须两边螺栓同时进行,不能使用敲击扳手;
④ 在张紧轮下面插入专用轮拆卸座,并用螺栓固定在门上、法兰上;从张紧轮的支撑臂上拆开与轴承室的接头,从动轮会落在拆卸座上,移出张紧轮及拆卸座;
⑤ 松开轴承座螺栓,并拆去轴承组件;在出料口门孔上安装皮带提升杆,并使它支撑其皮带驱动端皮带轮的质量;
⑥ 打开驱动皮带轮固定端轴承盖,轴承仍要留在皮带轮轴上;把皮带轮拆卸座的非法兰端插入轴承盖上,再把拆卸座推进,直到非法兰端轴承在皮带驱动端的孔上,然后用螺栓把拆卸座法兰端上紧到皮带称重给料机体上;
⑦ 拆下驱动端皮带轮、皮带轮提升杆和拆卸座;拆除进料端围罩板,拆除皮带支撑板上螺栓和紧固上、下导轨与张紧轮调节螺栓座上的螺栓;
⑧ 用专用工具尾部伸延导轨,拆下从动皮带轮,然后拉出皮带。
⑵零部件的清理、检查
① 各轴承、螺栓、轴承座等部件已清洗干净,无损坏;
② 检查新皮带无异常。
⑶组装(步骤与上述拆卸步骤相反)
① 皮带就位,装上从动皮带轮;
② 装上连接在张紧轮上的润滑油盖,紧固上、下导轨与张紧轮调节螺栓座上的螺栓和皮带支撑板上螺栓;
③ 装上进料端围罩板;
④ 装上驱动端皮带轮,注意必须使驱动轮与联轴器之间有一定的间隙;
⑤ 装上驱动皮带轮轴承;
⑥ 装上张紧轮;
⑦ 旋转张紧螺栓,使皮带逐渐张紧;
⑧ 装上其他部件。
5、轴承、减速机及清扫链检修
⑴ 轴承检修
① 清洗各轴承及加油管件;
② 检查各轴承有无磨损;
③ 各轴承更换润滑油。
⑵ 皮带驱动减速机及清扫链减速机检修
① 拆下减速机外壳。
② 检查各齿轮啮合面是否正常,有无磨损、裂纹及麻点。
③ 检查减速机保险销有无被剪断,若有应更换。更换步骤如下:拆下锥形轮毂中心的六角螺栓,拆下轮毂;取下保险销的六角头部分;用磁铁把保险销的另一半从蜗杆轴上取出;检查清扫链过载的原因并修复;拆下轮毂上的止推环和弹簧挡圈,复装新保险销;装上弹簧及其止推垫圈,并用六角螺栓压紧弹簧;安装止推环,并调整六角螺栓与轮毂端面的间隙为9.5mm,以便当保险销被剪断时,轮毂接触开关报警。
④ 检查并调整六角螺栓与轮毂端面的间隙。
⑤ 清洗减速机各部件,更换润滑油。
⑥ 复装减速机各部件、减速机外壳。
⑶ 清扫链检修
① 检查清扫链链节有无磨损、松脱、卡死;
② 检查清扫刮板有无磨损、断裂;
③ 检查驱动轮齿有无损坏。
⒍试运转及调整(配合热工人员进行以下工作)
⑴ 皮带称重给料机所有工作已完成;
⑵ 皮带称重给料机送电试运转;
⑶ 皮带称重给料机皮带张紧力调整,张力适中;
⑷ 称重辗、称重跨托棍对中调节,应水平排成一直线,误差在0.05mm内;
⑸ 皮带导向适当,皮带不跑偏、不跳动;
⑹ 封闭所有检修人孔门;
⑺ 清理现场,结束工作。