钣金展开注意事项
1.方式要合,方便节约材料和加工性能。
2.合理选择间隙和包边方式,T=2.0以下间隙0.2,T=2-3间隙0.5,包边方式为长边短边(门板类)
3.考虑公差外形尺寸:负差走到底,正差走一半;孔形尺寸:正差走到底,负差走一半。
4.方向。
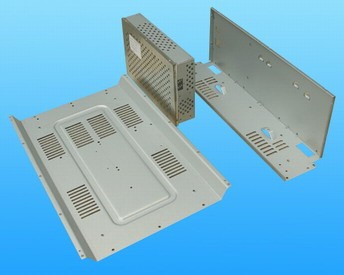
钣金零件通常可以分为三类:
1.平板类:指一般的平面冲剪件。
2.曲折类:有CAD根据所规划的图形打开后再进行折弯和焊接。
3.成形类:规则曲面类或自由曲面类零件由拉伸等成形方法加工而成。这些零件是通过冲压、切割和变形等冲压方法加工而成的。它们与通常的加工方法加工的零件有很大的不同。在冲压加工方法中,弯曲变形是连接钣金零件凌乱空间位置的主要加工方法。
怎么解决钣金加工的变形
钣金加工是钣金产品成型的重要工序。在钣金加工过程中,应注意钣金工件的变形。那么如何解决钣金加工的变形问题呢?
1.在保证工件结构基本形状的情况下,可以减少工件的焊接数量。
2.平衡焊点,尽量避免将焊点集中在某个小区域,否则会影响美观,容易造成工件变形。
3.尽量将焊接线布置在中心线内,可对称布置,以保证美观,做过许多东莞钣金加工的琛琅公司产品质量好,也美观。
4.焊接时可考虑工件的结构设计,方便使用工具夹进行焊接,确保工件在焊接过程中不变形。
5.使用直径较小的焊条和电流较小。
6.纠正焊接顺序:如分段焊接,应从中间到两侧进行,左右跳动焊接,加热均匀。
7.焊接前,用夹具固定焊件,以免翘曲。
8.避免母材冷却过速或预热。
9.选择穿透力低的焊接材料。
10.减少焊缝间隙和开槽度数。
11.注意焊接尺寸,防止焊道过大。
12.注意防止变形的固定措施,如反变形和刚性固定。
13.焊接材料的选择:根据材料的厚度选择焊条的厚度,符合要求。
14.电流电压:我们在实际操作过程中经常遇到,电流电压过大,零件破损;太小,没有焊透。
15.分析箱体变形:我们应该提前分析焊接后尺寸是纵向还是横向收缩,哪一面会变形。这样可以先焊接不收缩方向的一面,这样变形就小了。
16.焊缝间隙不宜过大,薄板尽量不要使用有间隙的,可以焊透。
17.焊接工装:对于安装尺寸要求较高的钣金零件或橱柜,采用工装控制变形收缩。工装主要起支撑和固定作用,减少焊接变形。
18.焊缝敲击:东莞钣金加工厂的焊工没有这个习惯。当然,在焊接后的焊缝周围轻轻拍打可以减少应力和变形。注意不要猛烈敲打,只能在周围拍打,否则焊缝会裂开,得不偿失。
如何在钣金加工中正确选择材料?
所谓钣金加工,其实就是用板材制作烟囱、铁桶、油箱和油盘、排气管、弯头和小头、天和漏斗。 主要工艺有剪切、弯曲成型、焊接、铆接等。 一些几何知识。 钣金件是薄金属板件,即可以通过冲压、弯曲、拉伸等方法加工的零件。 一般定义为在加工过程中具有恒定厚度的零件,对应于铸件和锻件。
加工零件等喷涂加工厂家的支撑体表面处理,材料选择钣金加工常用的材料有冷轧板SPCC、热轧板SHCC、镀锌板SECC、SGCC、铜CU黄铜、紫铜、铍铜、 铝板6061、6063、硬铝等,铝型材、不锈钢镜面、拉丝面、磨砂面,根据产品的功能不同,材料的选择也不同,通常需要考虑使用和成本 产品。